热门搜索:
欢迎您来到佛山市汇诚盛机械设备有限公司官网
手机号码
文经理:186-8821-8156
微信号:wenxinai1688
总部服务热线
0757-8258 0269
文经理:186-8821-8156
微信号:wenxinai1688
0757-8258 0269

热门搜索:
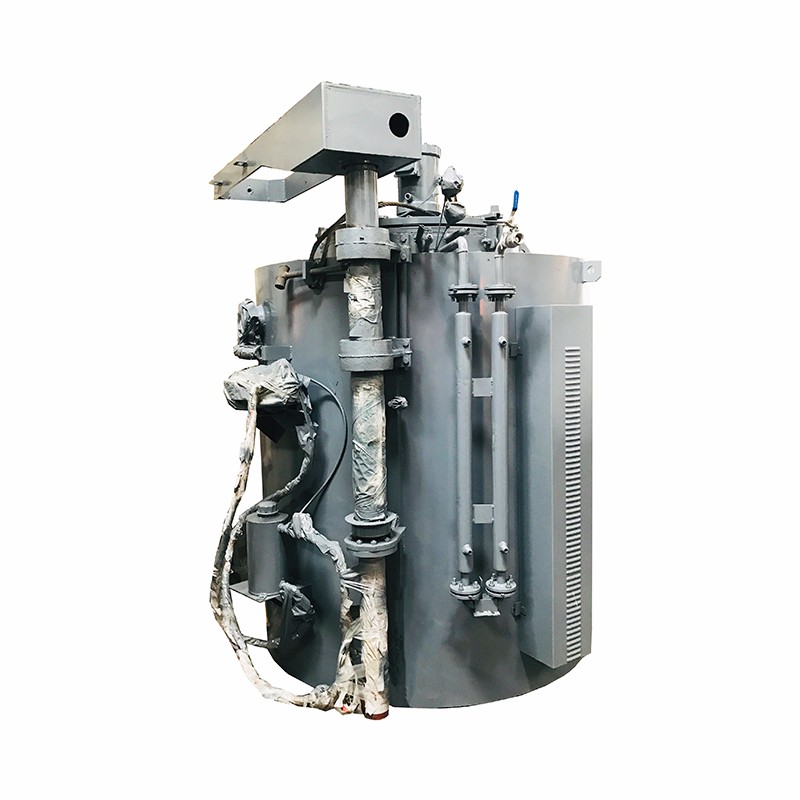
第一段的渗氮温度和氮分解率与一段渗氮相同,目的是在工件表面形成高弥散度的氮化物;第二段采用较高的温度(一般550-600℃)和氨分解率(40%-60%),以加速氮在钢中的扩散,增加渗氮层深度,并使渗层的硬度分布趋于平缓。由于第一阶段在较低温度下形成的高度弥散细小的氮化物稳定性高,因而其硬度下降不明显。两段渗氮可缩短渗氮周期,但表面硬度稍有下降,畸变量有所增加。
")
 186-8821-8156
186-8821-8156